 Москва, Электрозаводская, д. 21
Москва, Электрозаводская, д. 21


Арматура является основным элементом большинства конструкций из бетона, который предохраняет строение от образования трещин и растягивания бетона, обеспечивает его устойчивость при помощи сжимающих усилий. Для армирования строений используют сваренный или связанный из арматурных прутов каркас с гладкой или периодической поверхностью. Каркас также может быть плоским либо объемным.
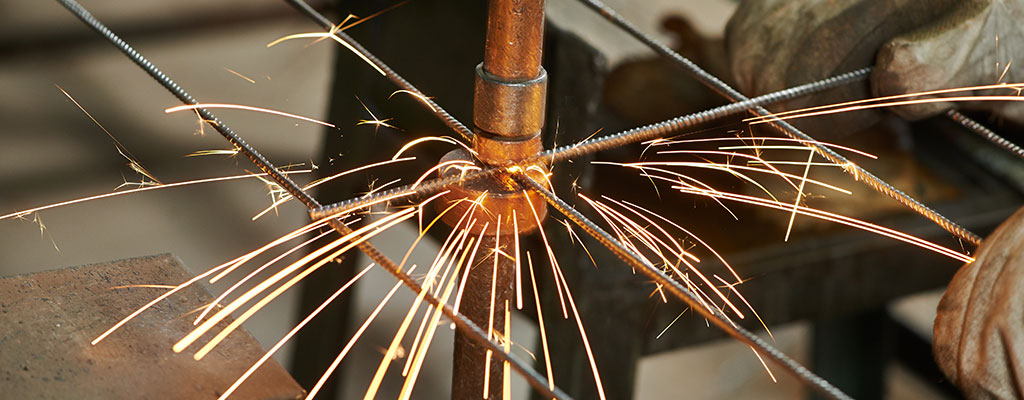
Сварка арматуры для создания каркаса более простой процесс, чем вязка арматуры. При этом, используя сварку, каркас получается более прочным, жестким и пригодным к транспортировке. Варка арматурных стержней производиться по нескольким технологиям: электродуговая, ванно-шовная, ванная, контактная. При этом, существуют различные виды сварных соединений: нахлесточные, стыковые, тавровые.
Особенности электродуговой сварки
Электродуговая сварка может быть полуавтоматической или ручной. Ручная дуговая сварка достаточно проста в исполнении и популярная в строительстве многоэтажных домов. Также может осуществляться в домашних условиях бытовым сварочным аппаратом.
Но данный способ сварки имеет свои недостатки:
- Требуется высокая квалификация работника;
- Достаточно высокая цена за работу;
- Производительность значительно ниже, чем при использовании других способов варки.
Ручная дуговая сварка обычно применяется в изготовлении нахлесточных соединений с частичным наложением арматурных элементов друг на друга.
При этом полуавтоматическая дуговая сварка может осуществляться только в специальных условиях, но обладает следующими преимуществами:
- Высокое качество изготовленного материала;
- Высокая производительность труда;
- Стоимость работ гораздо ниже ручной сварки.
Особенности контактной сварки арматуры
Контактная сварка применяется в производственных условиях. Ее главным преимуществом является высокая производительность труда. Для контактной сварки используют специальные аппараты, которые могут быть передвижными либо стационарными.
К минусам данного способа сварки можно отнести:
- Возможность использования только в специальных условиях при помощи спецоборудования;
- Большие затраты электроэнергии;
- Большие размеры станков (оборудованиям) для варки.
Сам процесс сварки арматуры выглядит следующим образом:
- Прутья необходимо разместить между электродами из меди;
- Плотно сдавить стержни в месте контактов;
- В месте контакта, при помощи мощного электроимпульса, создается необходимая температура;
- Оплавление зон соединения.
Варка осуществляется одним из двух возможных способов – встык либо путем наложениям прутов друг на друга.

Особенности варки арматуры ванным способом
Основным применением данного способа варки являются сложные каркасы фундаментов и других строительных конструкций. Наиболее эффективен данный способ сварки встык арматуры с крупным сечением. Его преимуществом является также возможность соединять арматуру, которая находиться в любом пространственном положении.
Процесс варки арматуры:
- Зачистка соединяемых концов до появления металлического блеска;
- Область соединения должна быть ограничена накладкой, которая предотвращает растекание расплавленного металла;
- Образование высокотемпературной зоны при пропускании тока;
- В зоне стыкования металла образуется «ванна» из расплавленного металла;
- По окончании процесса варки, накладки остаются в зоне соединения.

Основными достоинствами данного метода варки являются:
- Возможность варки арматуры для использования в сложных строительных конструкциях;
- Создание прочного и надежного соединения;
- В работе используется достаточно простое сварочное оборудование;
- Нет необходимости кантования металла, так как процесс сварки может осуществляться в любом пространственном положении.
Основным недостатком данного метода является необходимость частой смены расходных материалов.